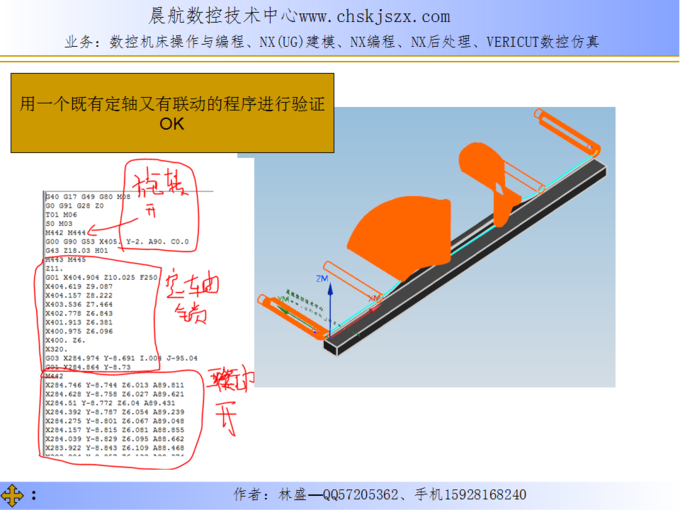
介于群里多次讨论机床旋转前开锁,旋转到位后锁轴,并且联动时处于解锁状态,
现在对这个后处理设置方法介绍给大家,如果做不出来就先把基础学好再说吧。
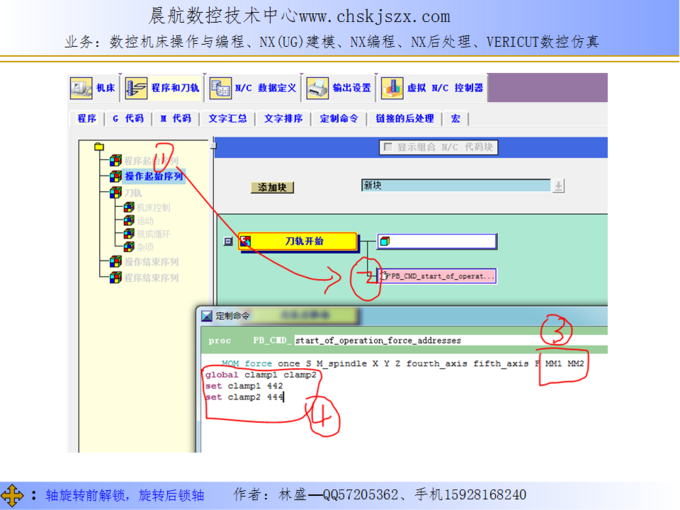
1、在每个程序头设置
global clamp
set clamp 442
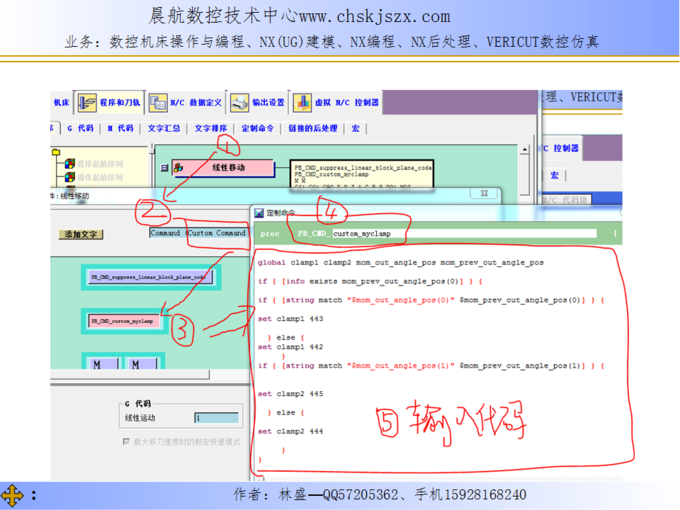
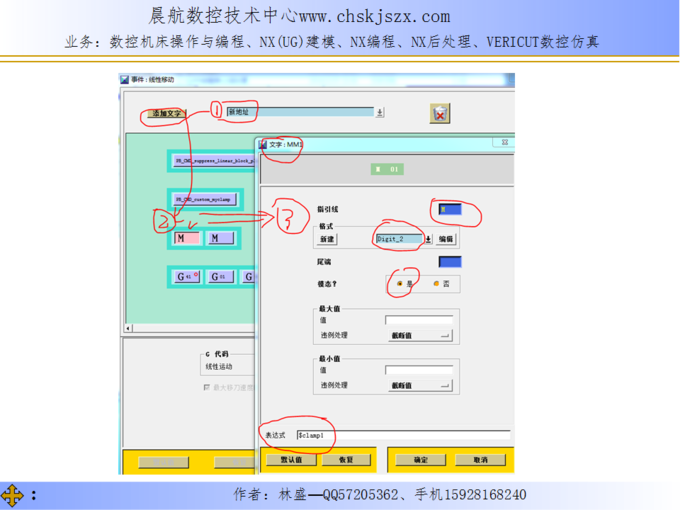
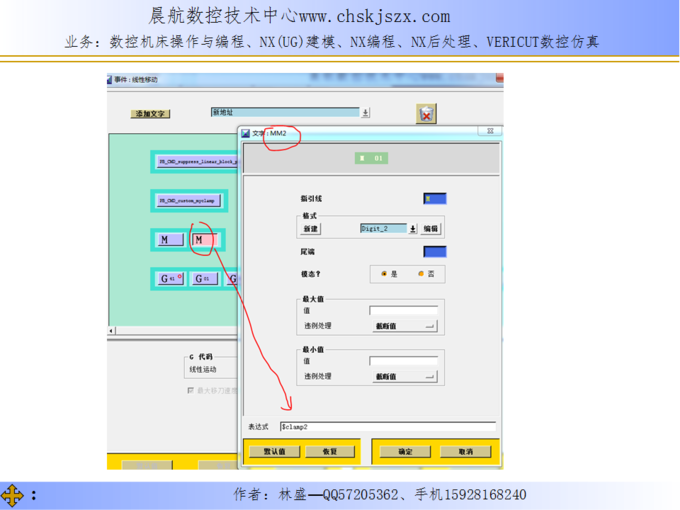
2、在G00\G01\钻孔循环运动添加自定义字M表达式为$clamp,模态
3、在G00\G01\钻孔循环运动添加自定义输出判断如下:
global clamp1 clamp2 mom_out_angle_pos mom_prev_out_angle_pos
if { [info exists mom_prev_out_angle_pos(0)] } {
if { [string match "$mom_out_angle_pos(0)" $mom_prev_out_angle_pos(0)] } {
set clamp1 443
} else {
set clamp1 442
}
if { [string match "$mom_out_angle_pos(1)" $mom_prev_out_angle_pos(1)] } {
set clamp2 445
} else {
set clamp2 444
}
}
4、在每个程序头刷新一次自定义M字,避免两个不同角度的定轴一起输出时,第二个定轴程序头强制解锁以后,不能输出锁轴指令(模态了,晨航数控技术中心www.chskjszx.com)
(如果要出现A就出现M11可以编辑字A为M11 A即可,不需要上面这么复杂)
fanuc:第四轴A轴 锁轴指令M25 解锁指令M26
heidenhain:第四轴A轴:锁轴指令M10 解锁指令M11 第五轴C轴:上锁:M15 解锁M16
brother:A M442开 M443 关 C M444开 M445关
后处理及测试件下载
链接:http://pan.baidu.com/s/1i3GNTYH 密码:ji71




 查看资料
查看资料

 收藏
收藏 顶
顶  踩
踩 


